



Rope Manufacture
Rope manufacture starts with rod rolling at the steel mill.
Rope manufacture starts with rod rolling at the steel mill.
Rod is rolled from a steel billet with the required steel composition. Typical roping wire has a carbon content of between 0,5% to 0,84% - the eutectic point for carbon in steel.
The steel will also contain magnesium, chrome, silicone, vanadium, sulfur and phosphorus.
ISO 08457 and BS2763 lists the full specification for roping wire for various applications.

During rod making, patenting and galvanising the surface develops scale and picks up dirt from the environment or corrodes. To eliminate surface contaminants the rod is cleaned in hydrochloric or sulfuric acid. It is then rinsed and a protective coating is applied, usually zinc phosphate but lime wash or copped is applied.
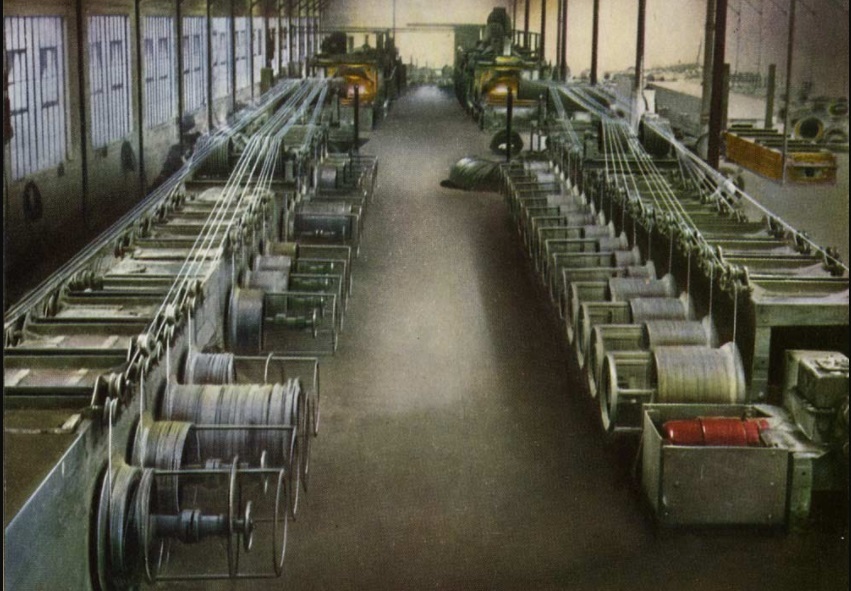
Stranding is a process in which the drawn wires are wrapped around a central wire of wires to produce a strand. Variations in the configuration of the wires produced ropes and strands with different properties.
The lay length has a big impact on the strand and ropeproperties and the wire selection.


Stranding is a process in which the drawn wires are wrapped around a central wire of wires to produce a strand. Variations in the configuration of the wires produced ropes and strands with different properties.
The lay length has a big impact on the strand and rope properties and the wire selection.
Closing is the process where by the strands are closed around a core to make a steel wire rope

